Internationale Normen 3-Punkt Biegeversuch:
ASTM D790 - DIN EN ISO 178 - ISO 178 - u.a.
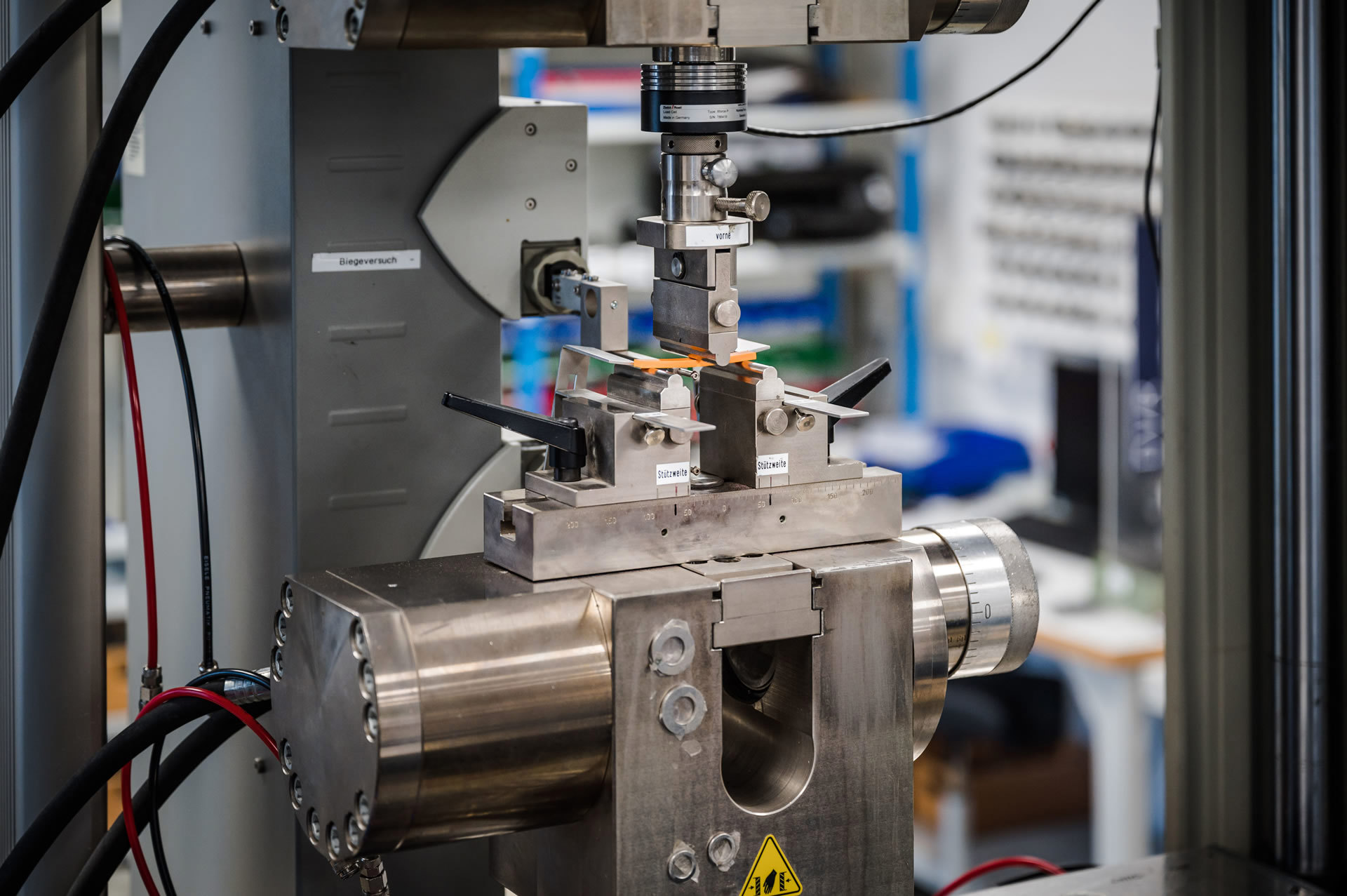
Für den 3-Punkt-Biegeversuch steht in unserem Labor eine Universalprüfmaschine mit Kraftmessdosen in verschiedenen Kraftbereichen bis hin zu 150 kN zur Verfügung.
Als Durchbiegungsmesseinrichtung verwenden wir einen Wegaufnehmer mit höchster Auflösung, welche die Genauigkeitsklasse 0,5 (ISO 9513) erfüllt. Der Einsatz eines Zweipunkt-Fühlers ermöglicht die Bestimmung der Durchbiegung frei von Auswirkungen der Maschinennachgiebigkeit und damit insbesondere die präzise und richtige Bestimmung des Biegemoduls.
Mit unserer Ausstattung sind wir in der Lage die Biegefestigkeit, den Biegemodul und andere Gesichtspunkte der Beziehung Biegespannung / Biegedehnung von Kunststoffen und deren Compounds präzise zu prüfen.
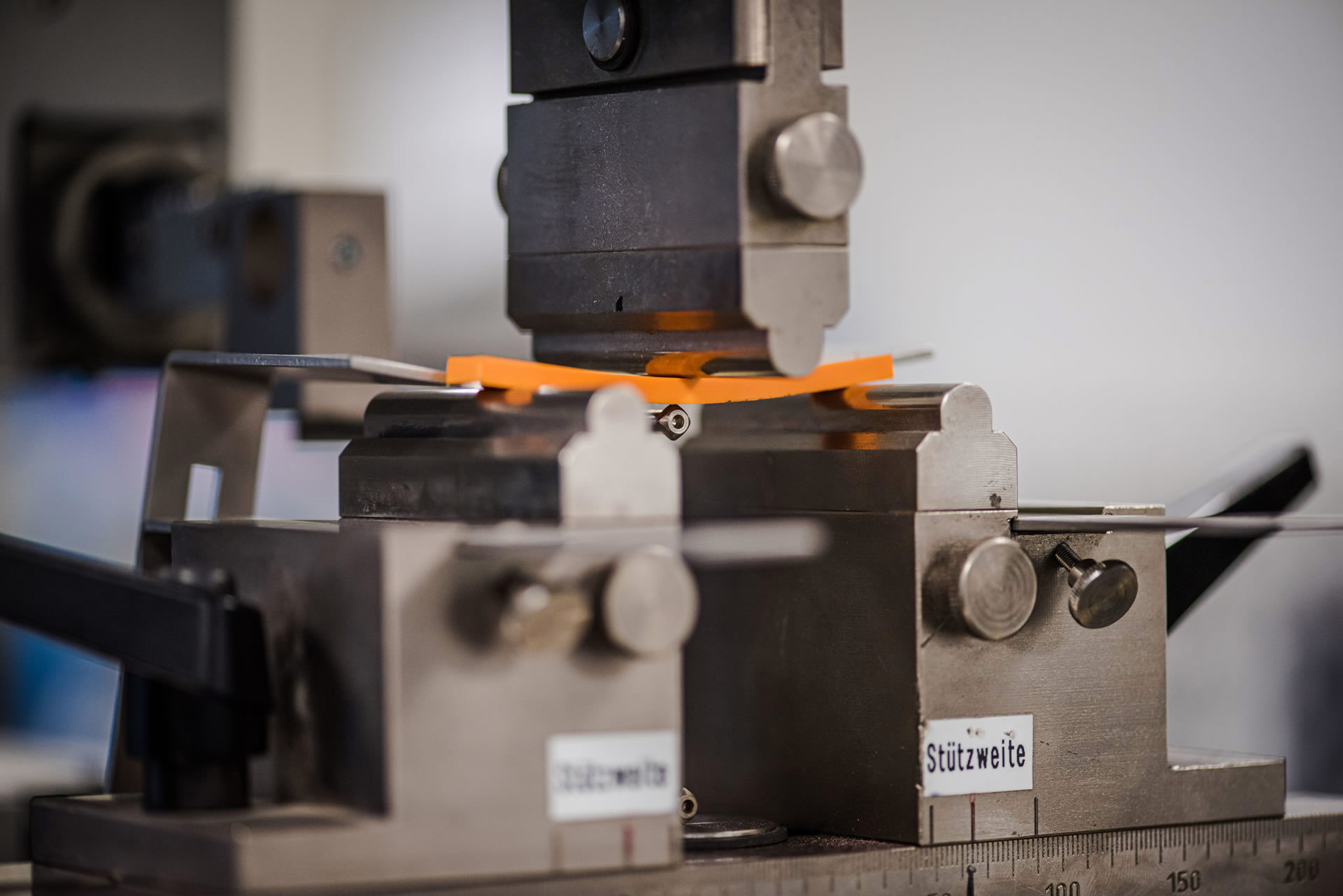
Der 3-Punkt-Biegeversuch ist ein Materialprüfverfahren, bei dem Kunststoffproben hinsichtlich ihres Biegeverhaltens untersucht werden. Eine genormte, balkenförmige Probe wird auf zwei Stützen gelagert, während in der Mitte eine Kraft senkrecht zur Probe aufgebracht wird. Durch die entstehende Durchbiegung werden Spannungen im Material erzeugt, die zur Bestimmung der Biegeeigenschaften herangezogen werden. Die Messung erfolgt bis zum Bruch der Probe oder bis zum Erreichen einer vorgegebenen Durchbiegung.
Der 3-Punkt-Biegeversuch ist eine wichtige Methode zur Charakterisierung und Qualitätskontrolle von Kunststoffen.
Internationale Normen Dynstat Biegeversuch:
DIN 53 435
Der Dynstat-Biegeversuch ist ein Prüfverfahren zur Ermittlung der Biegeeigenschaften von Kunststoffen unter einer 4-Punkt-Biegebeanspruchung. Dabei wird eine Dynstat-Probekörper in einer aus 2 Auflagereinrichtungen bestehenden Biegevorrichtung eingespannt und mit konstanter Drehgeschwindigkeit bis zum Bruch belastet oder der vorgegebene maximale Biegewinkel erreicht ist. Die hierbei erzeugte Spannung wird ermittelt und gilt als Maß für die Festigkeit oder Zähigkeit unter quasistatischen Prüfbedingungen.
Aufgrund der geringen Größe der Dynstat-Probekörper findet dieses Verfahren seinen Einsatz bevorzugt in der Fertigteilprüfung.
Dieser Kennwert dient der Qualitätskontrolle und dem Vergleich von Kunststoffen untereinander. Beim Vergleich ist auf eine Übereinstimmung der Maße, der Vorbehandlung und der Prüfbedingungen zu achten. Außerdem muss der Einfluss von herstellungsbedingten Gefügeunterschieden im Fertigteil auf die Messergebnisse, bei der Probennahme zwingend berücksichtigt werden, um eine Vergleichbarkeit der Ergebnisse sicher zu stellen.